I problemi di recupero delle viti richiedono un design speciale delle viti
Ciò è particolarmente vero nel caso di imballaggi e altre applicazioni in cui sono indispensabili alti rendimenti o parti a parete sottile. Per un cliente della Nordson Corp. che produce grandi parti a parete sottile, passare da una vite standard a una vite Xaloy progettata su misura ha risolto un problema relativo al tempo di ciclo, aumentando la produttività e la redditività.
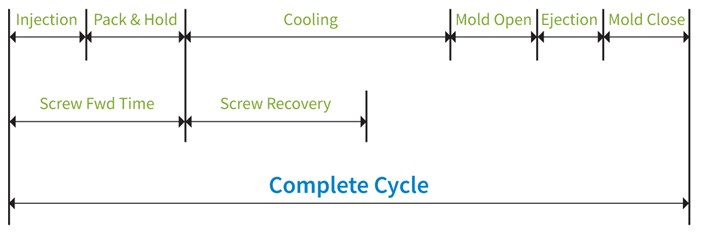
In uno dei suoi stabilimenti nordamericani, questo cliente utilizzava una vite per usi generici per la lavorazione di HDPE riciclato al 100% su una pressa ad iniezione Ube da 1000 tonnellate. Le dimensioni del colpo erano 3750 g. Il problema dello stampatore era una fase di recupero della vite che era troppo lunga. Era un problema troppo comune nello stampaggio a iniezione, che spesso comportava la lavorazione di PP o HDPE vergini o riciclati. In che modo gli stampatori possono ottenere un monitoraggio efficace dei processi? Il tempo di recupero è il tempo impiegato dalla vite per ruotare nuovamente nella posizione impostata. Si verifica durante la fase di raffreddamento.
(Vedi Figura 1.) Una regola pratica comune è che il tempo di recupero dovrebbe essere 1 o 2 secondi inferiore al tempo di raffreddamento impostato. Se il tempo di recupero supera questo tempo di raffreddamento, il ciclo complessivo della macchina aumenta.
In un processo solido, il tempo di recupero dovrebbe essere inferiore al tempo di raffreddamento impostato. Le viti personalizzate di Nordson aiutano a risolvere i problemi di recupero. La vite per barriera Xaloy MeltPro, ad esempio, si scioglie in modo più efficiente rispetto a una vite per uso generico.
Riducendo i tempi di recupero, la vite MeltPro può produrre una temperatura di fusione più bassa e ridurre la necessità di contropressione. Il cliente ha segnalato miglioramenti significativi dall'uso della vite MeltPro. Il tempo di recupero è diminuito, consentendo di ridurre i tempi di raffreddamento e di ridurre il tempo di ciclo del 12%.
(Vedi figura 2.). Di conseguenza, la produzione è aumentata del 14%, passando da 1041 a 1184 parti al giorno.
La vite MeltPro ha ridotto i tempi di recupero, riducendo successivamente i tempi di raffreddamento e ciclo. Una vite standard può presentare difficoltà in applicazioni che richiedono alte prestazioni perché ha un'efficienza di fusione limitata e può generare temperature di fusione elevate, che a loro volta prolungano il tempo di raffreddamento. Nella zona di transizione o compressione, la diminuzione della profondità del canale aumenta la velocità di taglio, aggiungendo calore al polimero fuso.
Più a valle, l'efficiente fusione dei solidi contro gli arresti del cilindro riscaldati e si verifica la rottura del letto di solidi in il canale della vite. I restanti materiali non fusi sono distribuiti in tutto il canale della vite, un po 'come i cubetti di ghiaccio nell'acqua. Il risultato è un processo di fusione meno efficiente.
Inoltre, il riscaldamento del fuso continua nella sezione di misurazione superficiale della vite. Il polimero che viene infine iniettato nello stampo da una vite standard può quindi contenere pellet non fuso o presentare variazioni di temperatura o viscosità. Il risultato sono proprietà scadenti e scarsa miscelazione del colore.
È possibile ottenere una maggiore miscelazione utilizzando una vite con profondità del canale ridotta, ma ciò avviene a spese del surriscaldamento e della produzione ridotta, poiché il volume di resina trasportato per vite la rivoluzione è più piccola. Il motivo principale per l'utilizzo di una vite di barriera anziché di una vite standard è prevenire la rottura del letto di solidi e fornire un processo di fusione più efficiente. Sono disponibili diversi design di viti per barriera.
Per questo cliente, Nordson ha raccomandato la vite MeltPro perché raggiunge le massime portate rispetto ad altre viti per barriera esibendo bassa temperatura di fusione e alta efficienza di fusione, oltre a richiedere una contropressione minima. Ecco i dettagli sul funzionamento della vite MeltPro (vedi Figura 3): Nordson Xaloy afferma che la sua vite di barriera MeltPro bilancia elevate portate con bassa temperatura di fusione e alta efficienza di fusione. Una corretta progettazione delle viti è spesso la chiave per ottimizzare un processo di iniezione.
Le viti standard o generiche forniscono un'adeguata plastificazione in molte applicazioni. In applicazioni più impegnative, è disponibile una vasta gamma di modelli di viti di miscelazione e barriera per soddisfare specifiche esigenze di stampaggio ad iniezione. CONTENUTO RELATIVO Come impostare le temperature della zona del barilotto Inizia scegliendo una temperatura di fusione target e ricontrolla le schede tecniche per i consigli del fornitore di resina.
Ora per il resto ...
Tutto su "Cuscino" Cosa significa. Perché è importante Calcola la dimensione del colpo contro la capacità della canna Può sembrare un argomento noioso, ma supererà l'esperienza emotiva che segue quando si inserisce un nuovo stampo in una macchina e si scopre che non c'è abbastanza capacità del barilotto per fare un colpo completo.



Yorumlar
Yorum Gönder